
Company News
Company News
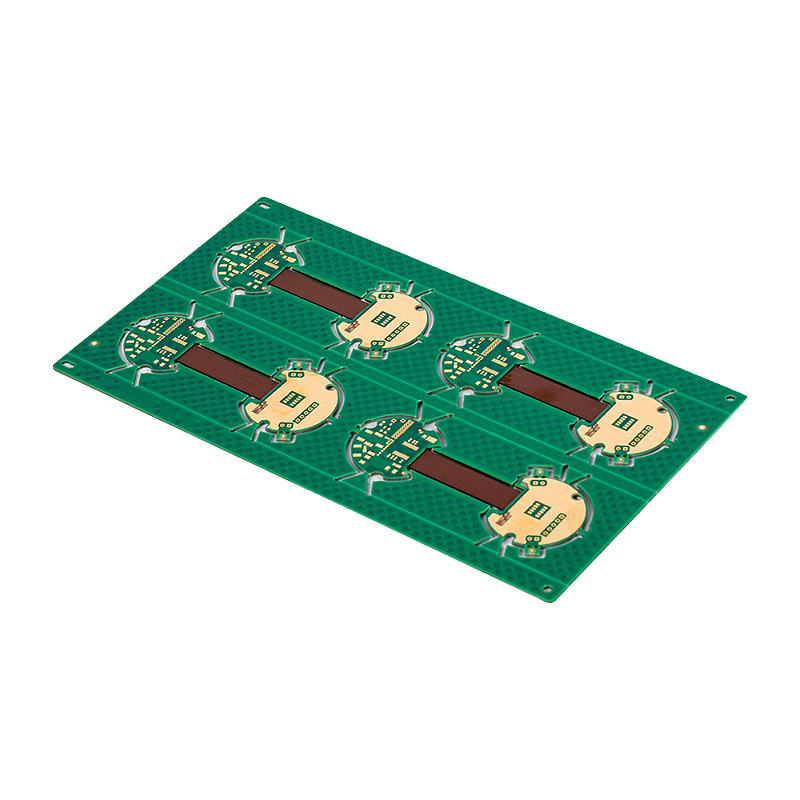
How can we overcome the difficulties in the window-opening process of soft-hard composite boards?
Author:RUNMTEK
Publication Date:2026-01-07
Page Views:34
Overcome the difficulty of poor precision in window opening boundaries: precise positioning, controllable processing
Any deviation in the window opening boundary or dimensional discrepancy can lead to insufficient effective bending area in the flexible zone, or failure of protection in the rigid zone.
Using a combination process of laser direct imaging (LDI) positioning and ultraviolet laser cutting: First, the alignment targets on the substrate are identified through LDI, ensuring the window position error is controlled within ±0.05mm. Then, ultraviolet laser is used for cutting, featuring a small spot size (diameter < 20μm) and a narrow heat-affected zone (<50μm). This allows for precise cutting of any shape of window boundary without causing deformation of the substrate.
For multi-layer boards combining rigid and flexible materials, a layered windowing and stepped processing method is adopted: first, the outer rigid dielectric layer is cut, and then the inner adhesive film is precisely cut through visual alignment, avoiding dimensional deviations caused by cutting through in one go.
Equip with online dimension inspection equipment: scan the window boundary dimensions in real-time after cutting, automatically adjust laser parameters based on feedback, and compensate for processing errors.
Root cause of difficulties: The stiffness difference between soft and hard substrates is significant, making substrate displacement prone to occur during processing; tool wear in traditional mechanical milling can lead to dimensional drift, and it is also unable to process complex irregular window openings.
Solution:
Overcoming the Challenges of Damage to Flexible Substrates: Non-contact Processing and Substrate Protection
The PI substrate and copper foil circuit in the flexible area have low hardness, making them highly susceptible to damages such as scratches, ablation, and tensile deformation during the windowing process.
UV laser or femtosecond laser is preferred over CO₂ laser and mechanical milling: UV laser's cold processing characteristics can reduce thermal damage, while femtosecond laser can achieve "heat-free zone" cutting, avoiding carbonization of PI substrate and oxidation of copper foil.
Adopting a protective film bonding and protection process: Before window opening, a high-temperature resistant PET protective film is attached to the surface of the flexible area. During laser cutting, the protective film absorbs some energy to prevent scratching on the substrate surface. After cutting, the protective film is peeled off by vacuum adsorption to avoid pulling the circuit caused by manual film tearing.
For ultra-thin flexible substrates (thickness < 0.05mm), a carrier plate is used for processing support: the substrate is attached to a rigid carrier plate for windowing, and the carrier plate is removed after processing to prevent the substrate from collapsing and deforming during processing.
Root causes of difficulties: The tool extrusion in mechanical milling can stretch the flexible substrate; the strong thermal effect of CO₂ laser can easily ablate the PI substrate, leading to carbonization; manual adhesive removal can easily tear the circuit.
Solution:
Overcoming the difficulties of edge burrs and delamination: precise energy control and post-processing optimization
If burrs, glue residue, or delamination occur on the edges of the window, it can lead to stress concentration during bending, resulting in circuit breakage or delamination between layers.
Optimize laser processing parameters: Adopt the "low energy, multiple scanning passes" mode to avoid burrs caused by a single high-energy impact. Establish a parameter database (such as energy density, scanning speed, and repetition times) for different thicknesses of dielectric layers and adhesive films to ensure thorough cutting without residue.
Add an edge refinement post-processing step: After cutting, first use plasma cleaning to remove edge residue and carbonized layer, and then apply a micro-etching process to treat copper foil edge burrs. For transition zones with a high risk of delamination, a layer of flexible edge sealing adhesive can be applied to fill edge gaps and enhance interlayer bonding.
Control the time limit after window opening: The processed substrate must undergo subsequent bonding processes within 24 hours to prevent the edges from being exposed to moisture in the air for extended periods, which could lead to a decrease in interlayer adhesion.
Root causes of difficulties: excessive laser energy leading to substrate melting and drawing; incomplete cutting of the adhesive film; unreleased edge stress causing delamination.
Solution:
In summary, the key to mastering the window-opening process for soft-hard composite boards lies in the combined strategy of "precise positioning, cold processing technology, and protective post-treatment". It is essential to ensure the precision of the window dimensions, while maximally protecting the flexible substrate and eliminating edge defects, in order to meet the bending reliability requirements of the product.

Hot News
-
 What technical challenges does the localization substitution of PCB circuit boards face?2026-01-07
What technical challenges does the localization substitution of PCB circuit boards face?2026-01-07 -
 How to solve the warping and deformation problem during the lamination process of high-level HDI boards?2026-01-07
How to solve the warping and deformation problem during the lamination process of high-level HDI boards?2026-01-07 -
 How can the interlayer bonding strength of rigid-flex boards be ensured?2026-01-07
How can the interlayer bonding strength of rigid-flex boards be ensured?2026-01-07 -
 What is the appropriate thickness of immersion gold for circuit boards2026-01-07
What is the appropriate thickness of immersion gold for circuit boards2026-01-07